文章图片

文章图片
文章图片

文章图片

文章图片

文章图片

文章图片
长三角G60激光联盟导读
据悉 , 在本文中 , 使用光纤激光MAG混合工艺 , 在不预热的情况下使用金属芯焊丝焊接45 mm厚的高强度钢(双面对接) 。
摘要
厚钢板经常用于造船、管道和其他相关的重工业 , 通常通过电弧焊连接 。 深穿透激光-电弧混合焊接可以提高生产率 , 但尚未彻底研究 , 因此通常仅限于中等厚度(5-15mm)截面的应用 。 主要关注的是工艺稳定性 , 尤其是在使用金属芯焊丝和先进焊接设备等现代焊接耗材时 。 高速成像允许直接观察过程 , 从而可以研究过程行为和现象 。 在本文中 , 使用光纤激光MAG混合工艺 , 在不预热的情况下使用金属芯焊丝焊接45 mm厚的高强度钢(双面对接) 。 在广泛的焊接参数范围内监测工艺稳定性 。 结果表明 , 通过优化工艺参数 , 该工艺可以成功地焊接出质量合适的厚截面 。 当比较传统的脉冲和更先进的冷金属转移脉冲(CMT+P)电弧模式时 , 发现两者都可以提供高质量的焊缝 。 CMT+P电弧模式可以在有限的行进速度范围内提供更稳定的液滴转移 。 在较高的行进速度下 , 观察到不稳定的金属转移机制 。 比较引弧和后弧布置 , 引弧配置可以在热源之间较长的间隔距离下提供更高质量的焊缝和更稳定的加工 。
1 介绍
激光电弧混合焊接(LAHW)在重工业厚钢板的焊接中具有很高的潜力 。 正如Ono等人所解释的那样 , 这是由于与电弧焊相比 , 其熔深和生产率很高 。 Moore 等研究了与自体激光束焊接(LBW)相比 , 改善LAHW接头机械性能的可能性 , 重点是填充焊丝的组成 。 如今 , 根据Gook等人的说法 , 与实心焊丝相比 , 现代药芯或金属芯填充焊丝在低温下提供更好的焊接金属韧性 。 然而 , 该过程的实施仍然有限 , 部分原因是歧管参数和复杂的激光弧相互作用 。
Steen使用CO2激光束(10μm波长)和钨极惰性气体(TIG)电弧 , 首次使用相机对LAHW进行了观察 。 他确定了激光和电弧等离子体之间的相互作用 , 从而实现了TIG过程的稳定 , 从而提高了焊接速度 。 正如Kristensen等人所描述的 , 这种增强在20世纪90年代末引起了极大的兴趣 , 并在2000年代初广泛应用于欧洲造船重工业 。 现代光纤激光器具有更短的波长(1μm) , 可以通过光纤进行引导 。 这些激光器的另一个方面是 , 与CO2激光器相比 , 在焊接区域中产生的电离等离子体的量几乎可以忽略不计 。 在光纤激光电弧焊接过程中 , 电弧等离子体与熔池中产生的蒸汽相互作用 , 熔池中含有金属颗粒(尤其是小孔附近) , Katayama等人对此进行了研究[6
。 如Hu等人所讨论的 , 这些颗粒的电离温度低于焊接保护气体 。 Cai等人和其他人解释说 , 这会导致电弧向锁孔方向扭曲 , 从而影响液滴分离和液滴轨迹 。
许多实验研究都集中在混合激光电弧焊中的液滴行为上 , 结合了激光焊接的深度熔深优势和电弧焊的桥间隙 。 一致的结论是液滴行为受到激光诱导等离子体的影响 。 然而 , 关于激光的作用是阻碍还是促进液滴转移仍然存在争议 。 此外 , 液滴传输方式与焊接参数有关 , 例如激光功率 , 激光与电弧之间的距离 , 激光束的离焦长度和保护气体 。
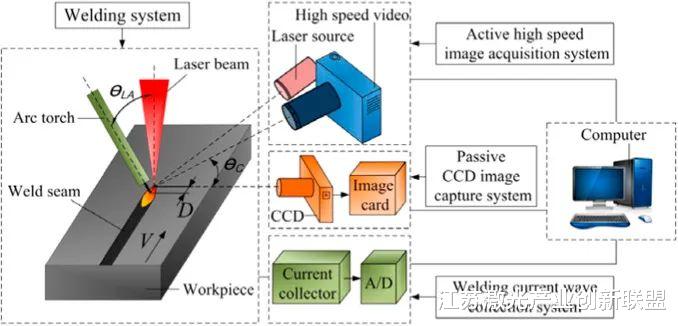
混合光纤激光器-MIG焊接实验系统示意图 。
上图显示了混合光纤激光器-MIG焊接实验系统的示意图 。 该系统由焊接系统、有源高速图像采集系统、无源CCD图像采集系统和焊接电流波采集系统四部分组成 。 板上焊缝采用焊接系统进行 , 主要由固态镱光纤激光系统(YLS-5000;IPG光子公司) , 最大功率为 5kW , 焊接电源(TPS-4000;伏能士) , 最大电弧电流为400A.表1显示了光纤激光器系统的主要参数 。 混合激光电弧焊是在激光引导电弧的情况下进行的 。 为了研究激光对混合激光-MIG焊接液滴行为的影响 , 利用我们之前工作获得的优化焊接参数来保证焊接工艺的稳定性 。
推荐阅读







- 南非28亿年前的金属球,或与人造卫星有关联,史前文明是否存在?
- 到底是人类驯化了小麦,还是小麦驯化了人类?
- 张核子弟弟张原子说自己是普通家庭,全家很低调,兄弟各干各的
- 原本深埋于北极冻土的史前生物被频繁挖出,为什么科学家对此感到担忧?
- 研究人员迈出了利用镜子控制光合作用的第一步
- “备份”航天员邓清明苦练24年,终于能随着神舟十五号圆梦了!
- 病毒仍在进化!南非实验室研究称下一个毒株或比奥密克戎更强!
- 人被砍头后,还有意识吗?这位科学家用自己做实验,给出了答案
- 人类未来搬迁到火星上生活,可能会面临什么?科学家这样说