文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
江苏激光联盟导读:
激光时间上和光谱轮廓对钛焊接的表面质量的影响利用高速摄影和光发射光谱进行进行了研究 。 时间和光谱轮廓对羽动力学的作用进行了研究 。 由于激光脉冲在羽化时的中性钛原子的吸收而在焊接表面周围形成黑色 。 通过再吸收而实现焊接表面的清洁 。
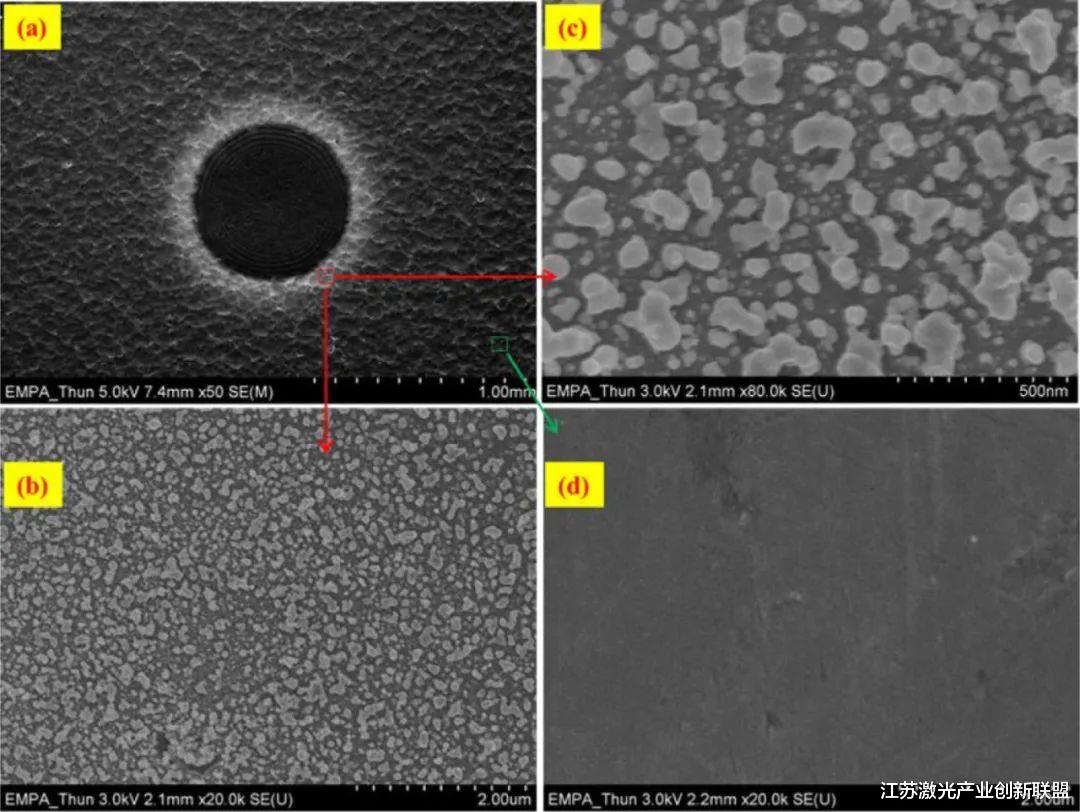
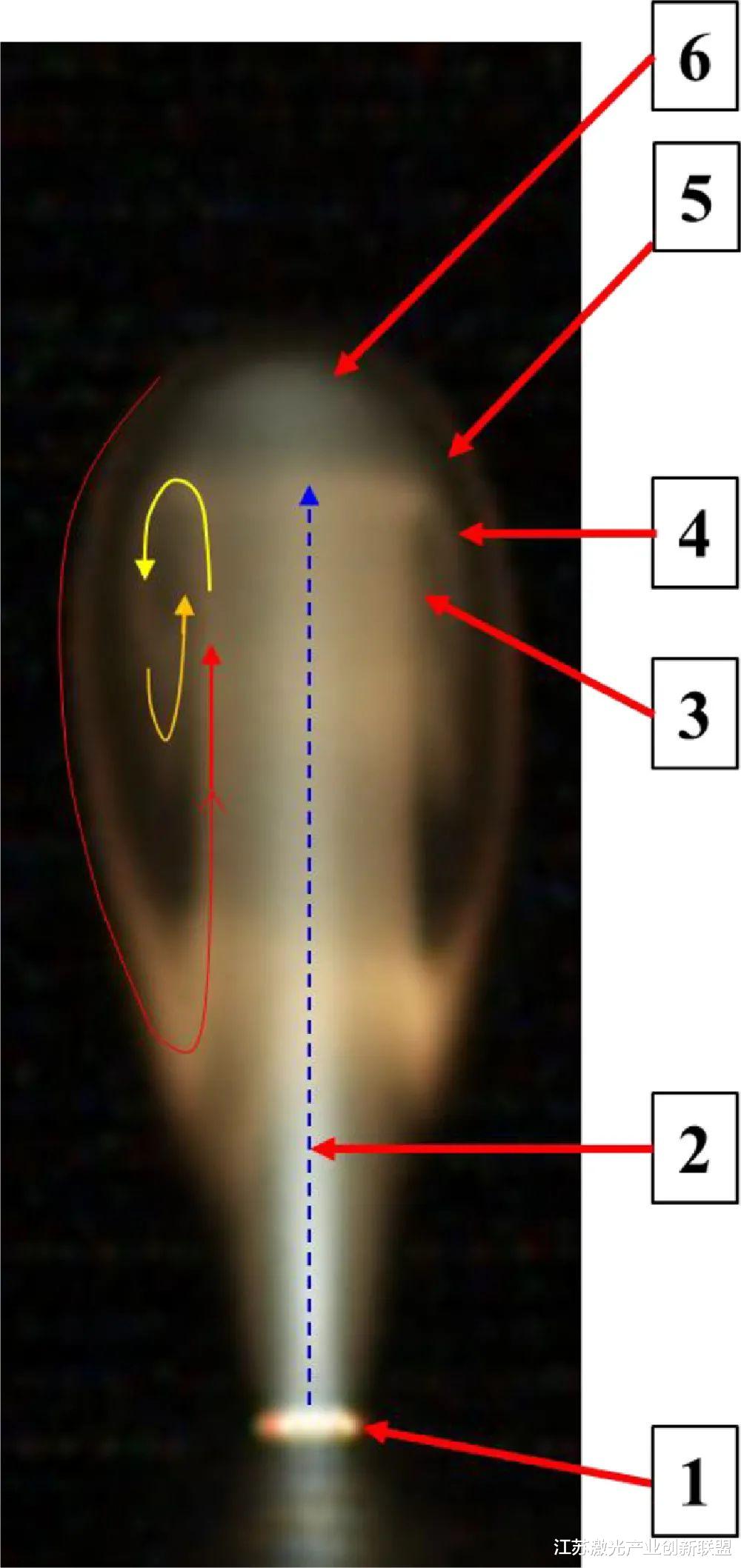
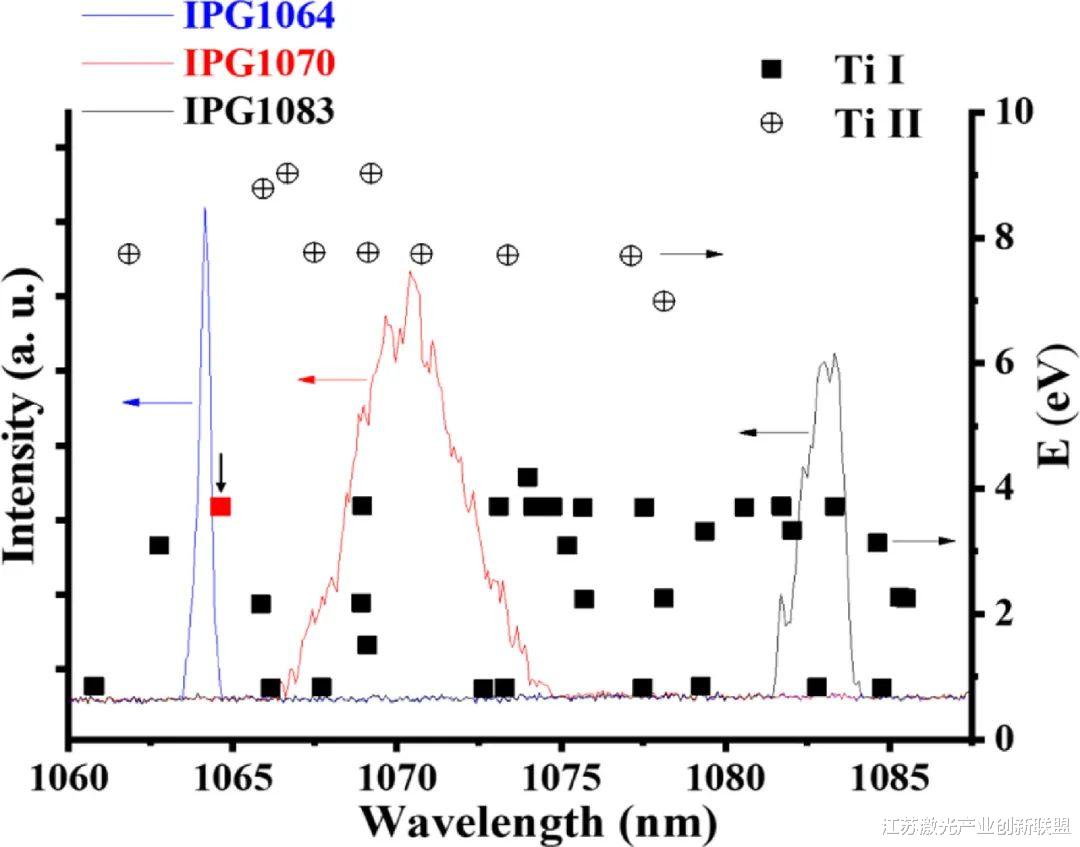
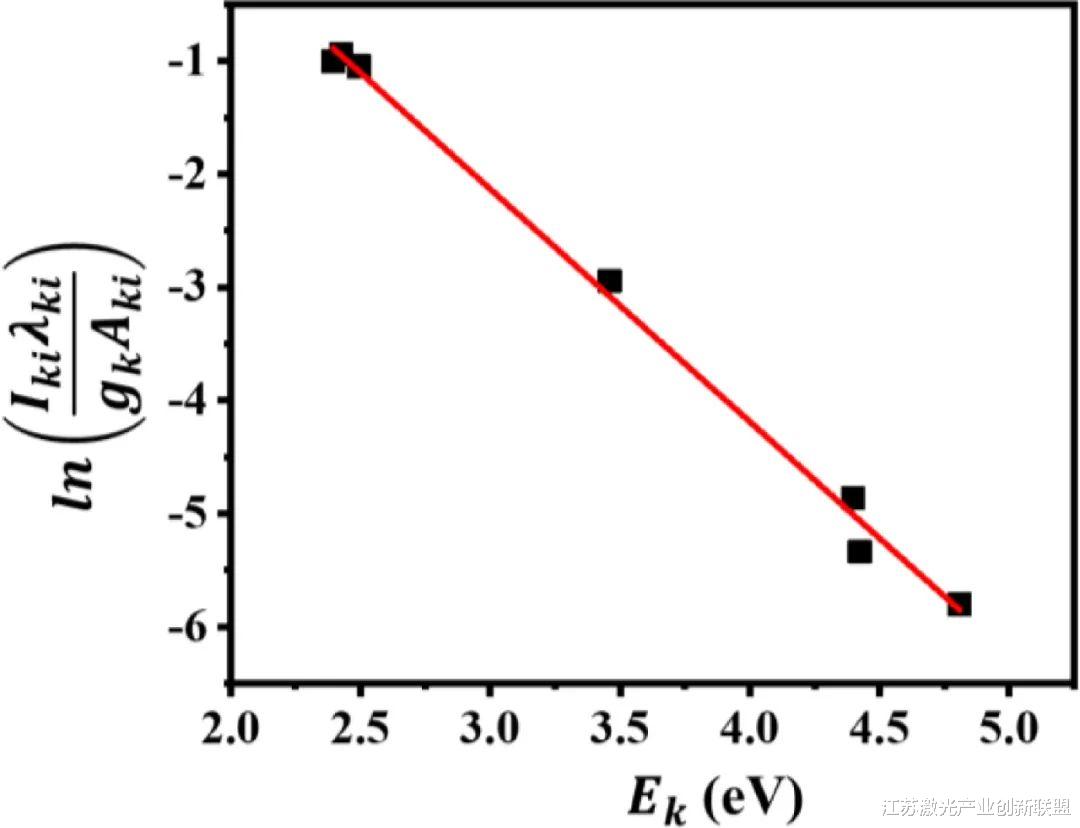
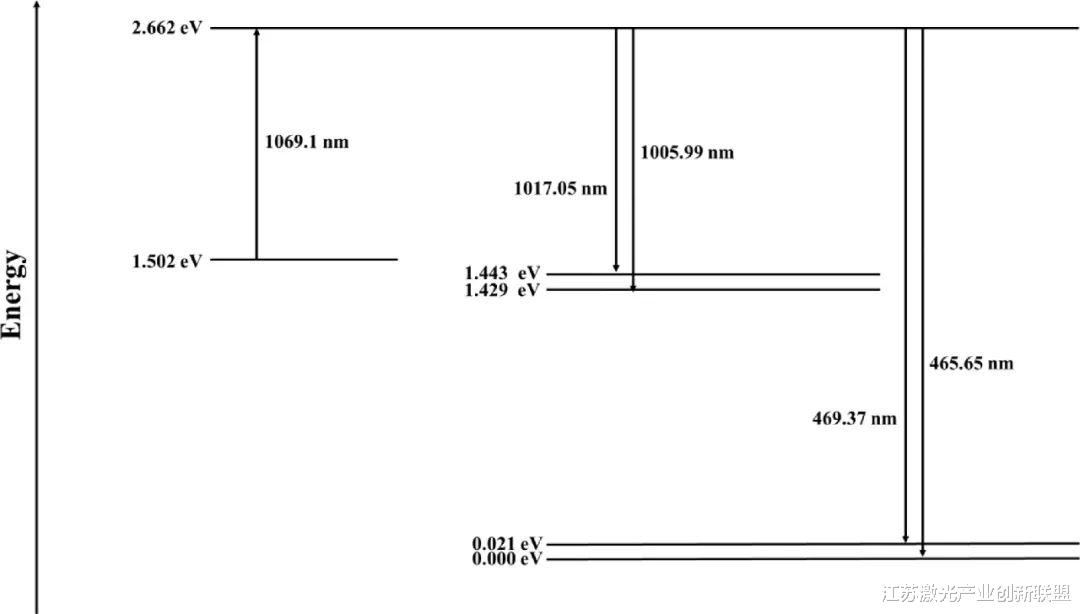
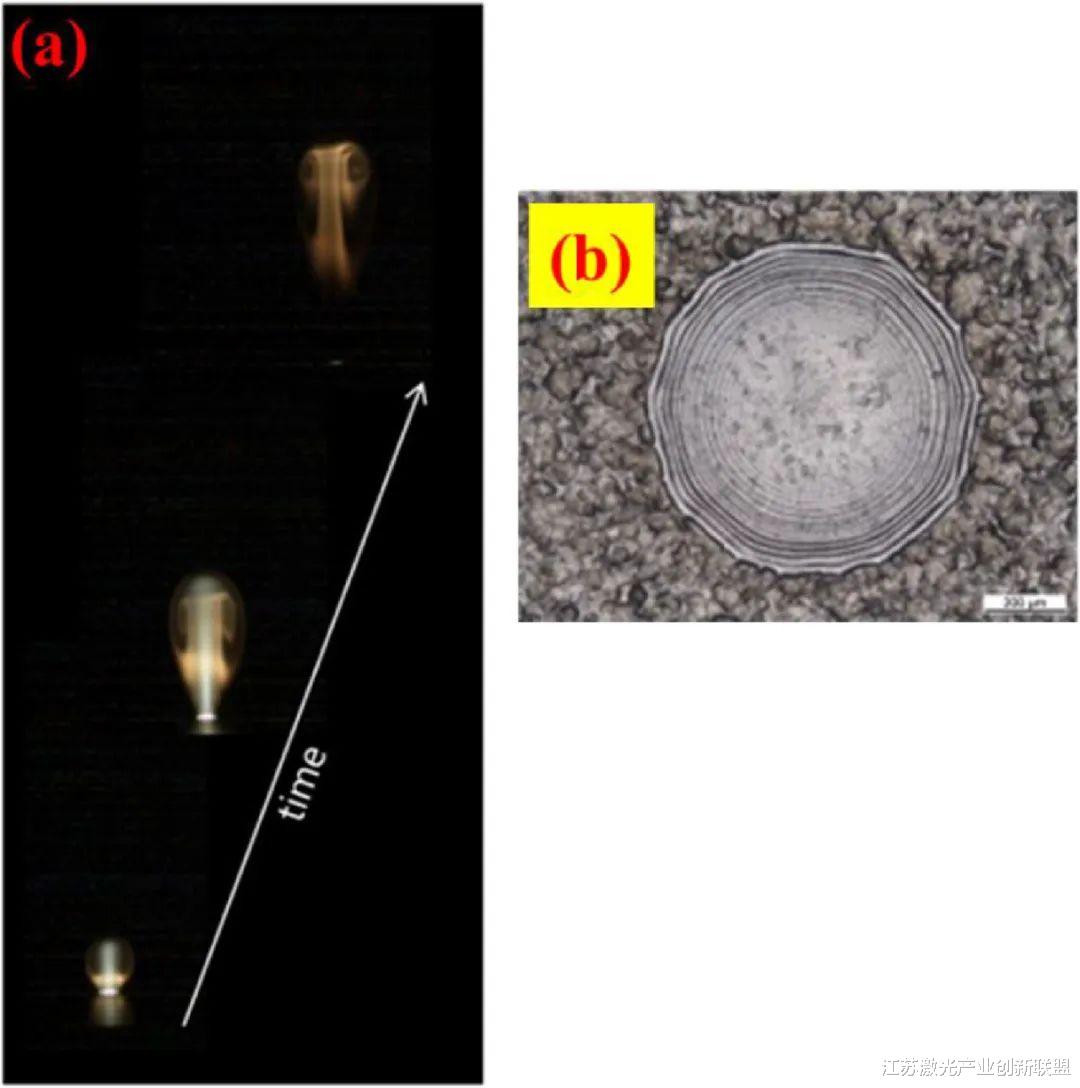
全文摘要:在氩气环境下 , 利用大气压下的高速成像和光学发射光谱技术 , 研究了具有不同光谱和时间分布的激光与钛的相互作用对焊缝表面质量的影响 。 羽流的高速成像显示 , 羽流是在激光脉冲作用下产生的 。 当激光的光谱分布与大量中性钛原子跃迁(Ti I)重叠时 , 由于羽流中中性钛原子的存在增加了激光脉冲的重吸收速率 , 因此观察到羽流尺寸和膨胀率的减小 。 由于纳米颗粒的沉积 , 在钛表面上观察到的激光点周围的暗度随着羽流的尺寸和膨胀率的减小而增加 , 这表明激光脉冲的重吸收是表面变暗的主要原因 。 由一束激光产生的部分羽流明亮的外观 , 而另一束激光的光谱分布覆盖了许多Ti I跃迁 , 这证实了重吸收过程 。 对于不与任何Ti I跃迁重叠的具有定制光谱分布的激光器 , 观察到激光光斑周围表面的清洁外观以及羽流尺寸和膨胀率的增强 。 如果激光光谱分布不与许多Ti I跃迁重叠 , 特别是与那些较低能级的能量小于3 eV的跃迁重叠 , 则时间分布的调制可以适度提高羽流膨胀率并减少激光光斑周围的暗度 。
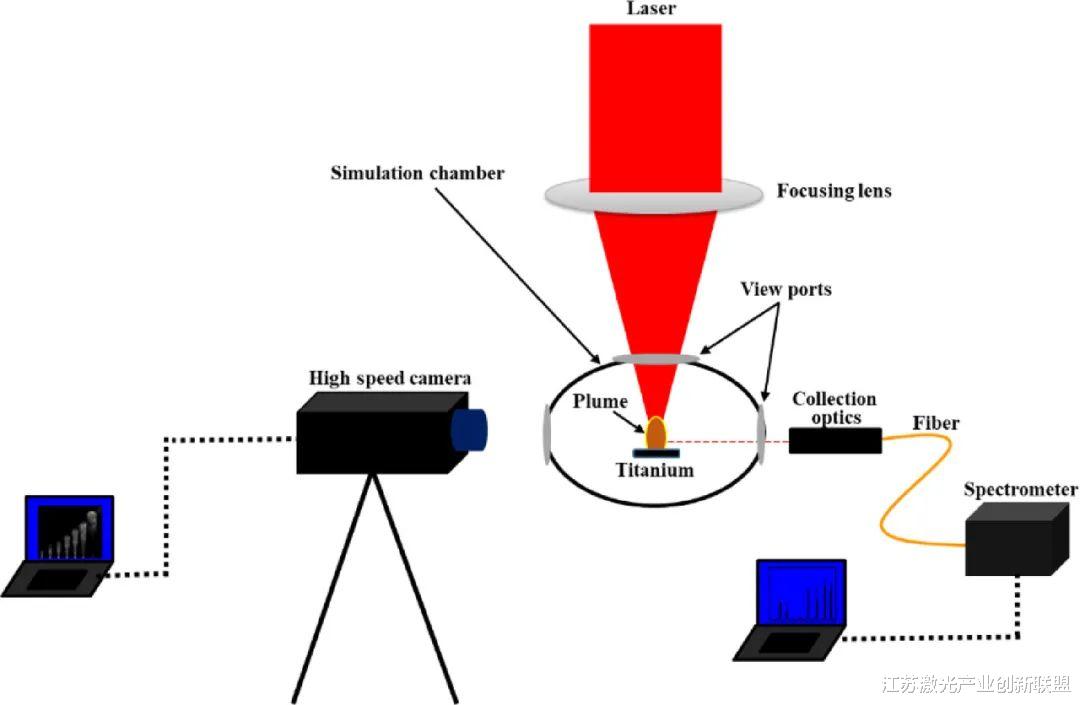
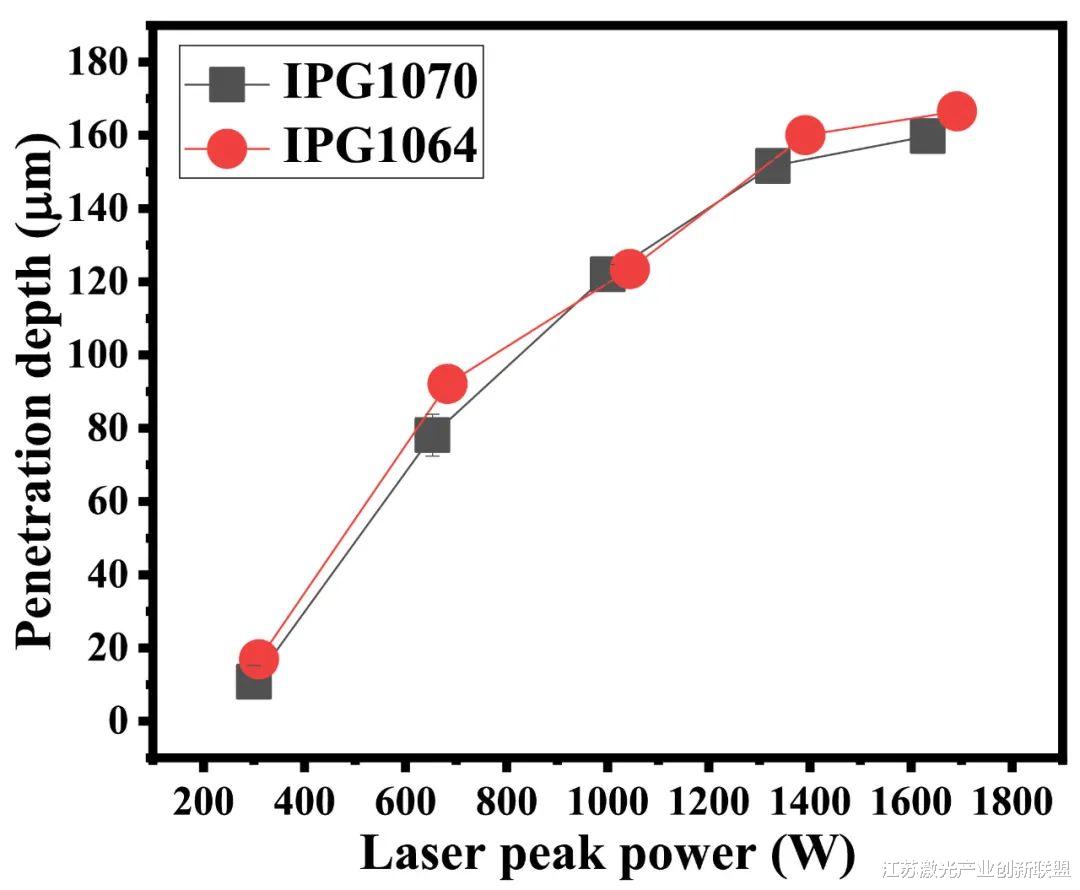
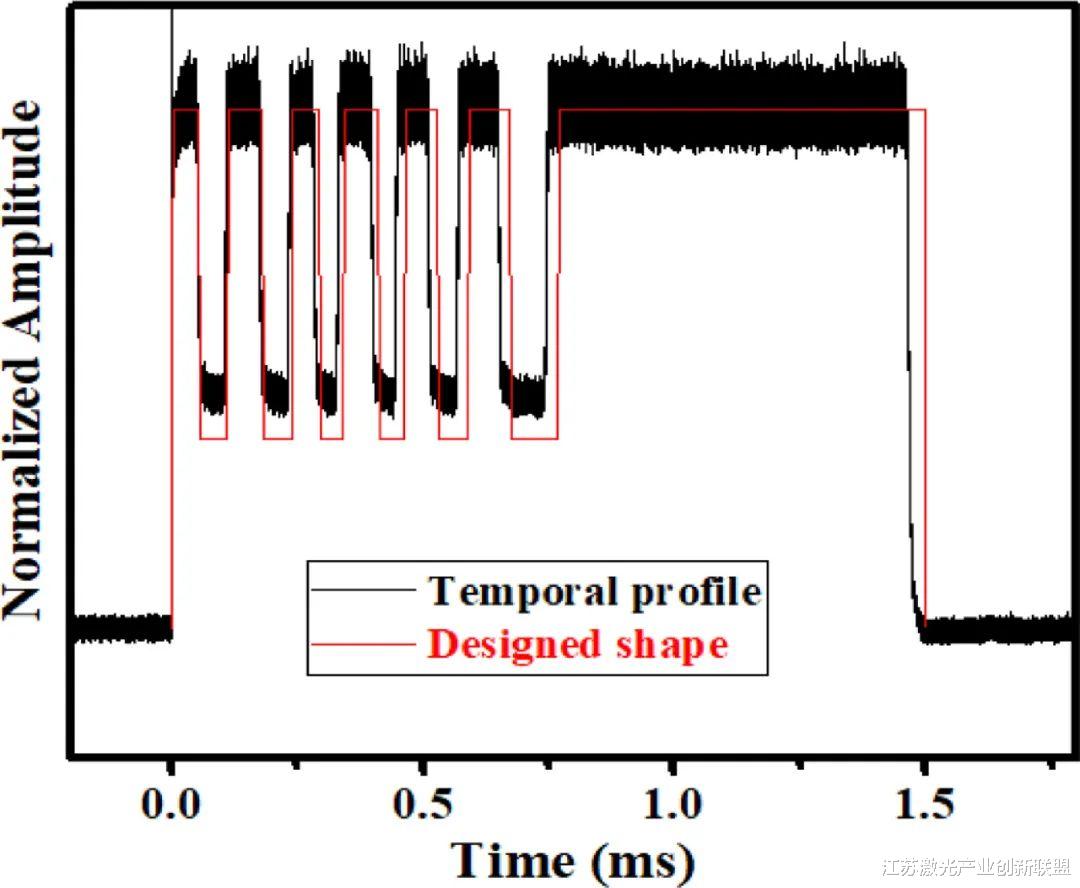
▲图0不同层面的模拟结果1.引言钛及其合金由于具有高强度、低密度、高断裂韧性、疲劳强度和抗裂纹扩展能力、优越的生物相容性、高温机械性能和优异的耐腐蚀性 , 已广泛应用于航空、汽车、航空航天、生物医学、造船、石化、核能和发电行业 。 随着钛及其合金在各个行业不同应用的进步 , 开发了多种焊接技术 , 如钨极惰性气体(TIG)焊接、激光焊接、激光混合焊接、电子束焊接、摩擦焊接等 。 在上述技术中 , 激光焊接因其能量集中度高、易于实现自动化、加工速度快、精度高、焊接质量高、熔合区和热影响区最窄、效率高和良好的灵活性而备受关注 。 在金属的激光焊接过程中 , 高功率激光束聚焦在金属件上进行连接 , 导致熔化、蒸发和再凝固 。 采用了许多不同类型的激光器 , 如CO2、Nd:YAG、二极管、盘式激光器和光纤激光器已被用作热源 , 以实现钛及其合金的高质量焊接 。 目前 , 光纤激光焊接由于其高功率、低光束发散、灵活的光束传输、低维护成本、高效率和紧凑的尺寸 , 成为了一种有前途的不同金属件连接技术而受到广泛欢迎 。 Auwal等人比较讨论了使用不同激光系统获得的钛合金激光焊接的结果 , 并报告说激光加工参数对接头的微观结构和性能有很大影响 。 因此 , 优化了不同的工艺参数以实现更好的焊接质量 。 激光功率和焊接速度对焊接质量的影响已得到广泛研究 。 Cao等人使用Nd:YAG激光器对退火Ti-6Al-4V合金板材进行了焊接 , 并研究了焊接速度对表面形态和形状、焊接缺陷、微观结构、硬度和拉伸性能的影响 。 他们还观察到所有接头的焊缝表面均呈现接近母材自然颜色的银色外观 , 并将其归因于氩气对激光相互作用区的良好屏蔽 。 Li等人报道了在商业纯钛薄板的激光焊接过程中 , 氩气保护气体中的氧污染对焊缝表面颜色和微观结构的影响 。 他们发现 , 氩气保护气体中氧含量的增加导致焊缝表面颜色从银色变为稻草色/深稻草色、紫色和蓝色 , 具体取决于氧气含量 。 Ahn等人使用光纤激光器对Ti-6Al-4V薄板进行了焊接 , 并研究确定焊接参数的影响 , 包括激光功率、焊接速度和光束焦点位置对焊接微观结构、焊道轮廓和焊接质量的影响 。 他们已经表明 , 焊缝顶部和底部的宽度随着光束焦点位置的增加和减少而增大 , 也随着激光功率的增加和焊接速度的降低而增大 。 此外 , 在非常高的焊接速度下 , 他们观察到底部表面有飞溅 。 Kaplan等人在激光焊接过程中 , 由于飞溅物的产生 , 在沿焊道的工件表面检测到再凝固熔体的小颗粒 。 Akman等人研究了激光输出参数如脉冲能量和持续时间对Ti-6Al-4V合金焊接质量的影响 。 他们在较高的激光峰值功率下观察到材料表面上形成坑洼 , 因此在固定激光峰值功率下增加脉冲持续时间以增加穿透深度来避免坑洼 。 虽然已经研究了激光峰值功率、脉冲持续时间、焊接速度、相互作用区的屏蔽、激光束焦点位置、氩保护气体中的氧污染等不同工艺条件对焊接质量的影响 , 但激光的时间和光谱分布的影响尚未详细研究 。 在本文的研究中 , 我们通过高速成像(HSI)和光学发射光谱(OES)喷射羽流的原位表征 , 比较研究了具有不同光谱和时间分布的四种不同激光器的相互作用对钛表面质量的影响 。 2.实验细节本研究中用于与钛板(1级)相互作用的激光器及其中心波长和制造商列于表1中 , 分别命名为Nd:YAG、IPG1064、IPG1070和IPG1083 。 激光的时间分布由快速光电探测器和数字化示波器确定 。 使用光谱仪测量激光的光谱分布 。 激光器的峰值功率保持足够高 , 以满足激光焊接工艺条件的要求 。 使用Precitec YW30焊接头将激光束聚焦到钛板上 , 钛板垂直于激光束放置 , 并放置在氩气环境中大气压力下包含38个观察口的模拟室中 。 通过使用电荷耦合器件(CCD)相机光束分析仪确定不同激光束的焦斑直径在620和635μm之间 。 所有激光器都具有礼帽光束形状 。 激光器的峰值功率是变化的 , 而每个激光器的脉冲持续时间恒定在1.5ms 。 HSI和OES通过模拟室的观察口研究了由于激光与钛板的相互作用而以等离子体/热蒸汽形式喷出的羽流 。 HSI和OES实验装置的示意图如图1所示 。 HSI实验是通过使用带有Carl Zeiss MakroPlanar 2/100 ZF.2镜头的Videal Motion Pro Y4高速相机进行的 。 高速图像是在相对于激光束轴线成90°角的条件下获得的 , 曝光时间为800ns , f/8光圈 , 帧速率为25kHz 。 使用安装有Zeiss 100摄影物镜的快速成像相机A4S3 mono(Videal AG)记录喷射羽流的彩色图像 。 OES实验是通过使用收集光学器件、光纤跳线和高分辨率光谱仪进行的 。 获取激光发射光谱的积分时间一直变化到激光脉冲结束 , 即1.5ms 。 通过使用配备ProgResC14 摄像头(Jenoptik)的Axioplan(Zeiss)光学显微镜获得激光照射的钛板表面的光学图像 。 使用扫描电子显微镜(SEM , HitachiS-4800)和能量色散X射线光谱(EDS)分析激光照射后钛板的表面形貌 。 采用23级钛进行穿透深度剖面分析 , 激光照射后的横截面通过切割、抛光和蚀刻来制备 。 使用Keller试剂进行蚀刻:95mL蒸馏水、2.5mL硝酸(HNO3)、1.5mL盐酸(HCl)和1.0mL氢氟酸(HF) 。 随后 , 通过使用上述光学显微镜获得横截面图像 。
推荐阅读







- 新的文件格式帮助研究人员缩短DNA分析时间
- 2022 年12 个令人兴奋的里程碑事件
- 纳米晶体技术已成功应用于难溶性药物,以克服药物溶解度差的缺点
- 科学家成功地配制了,各种具有溶解和吸收行为优势的纳米晶体制剂
- 水不溶性药物由于溶解度低需要大量有机增溶剂,容易导致不良反应
- 斯坦福科学家用年轻人血液让老年人逆生长27%,或成延寿爆款
- 科学家证明了,纳米悬浮液中的真皮姜黄素纳米晶体,具有更好的皮肤渗透性
- 华林科纳氮化镓的大面积光电化学蚀刻的实验报告
- 出乎意料!2021年全球平均温“重回”3年前,地球是不是降温了?
- 好消息!乳腺癌新药Enhertu(DS-8201)获FDA优先审查:疗效击败T-DM1