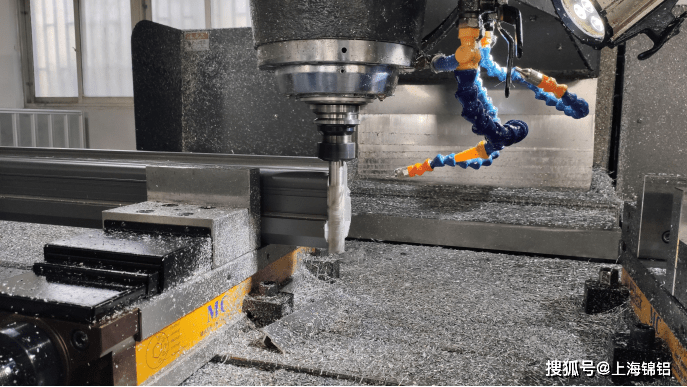
锦铝今天要谈的是铝型材打孔加工的注意事项 , 首先 , 打孔加工时钻头的选择要正确 , 钻头一般选用硬质合金钻头 , 这种合金钻头打孔精度高 , 效率高 , 寿命长 。 机械加工中常见的硬质合金钻头主要有四类:整体硬质合金钻头、硬质合金可转位刀片钻头、焊接式硬质合金钻头和可更换刀头式硬质合金钻头 。
文章图片
在铝型材加工中常用的是整体硬质合金钻头 , 因为这种钻头有定心功能 , 种类也比较齐全 。 并且可以加工深孔 , 加工精度也比较高 。 就算钻头不锋利了 , 还可以重新打磨再利用 , 比较节约成本 。
选用了趁手的钻头还需要对铝型材进行定位 , 定位精度高加工精度才能高 。 我们在CNC加工中心上一般采用电脑数控定位 , 精度很高 , 如果是手工打孔定位的话我们一般会先制作一个打好孔的参照物 , 然后将参照物放在需要打孔的铝型材工件上面与之重叠 , 然后用打孔设备通过参照物的孔眼对下面的铝型材工件打孔 , 这样可以提高效率 。
文章图片
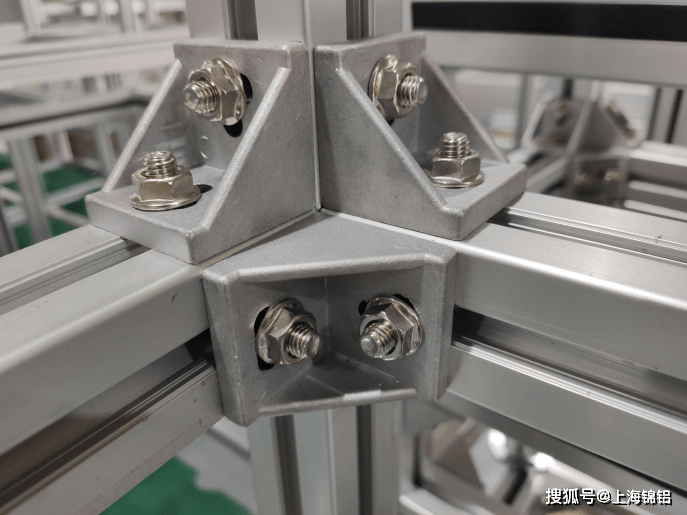
【硬度|铝型材打孔加工的注意事项】由于铝合金型材的硬度没有硬质金属高 , 相对较软 , 所以打孔难度比较低 , 很容易打 。 但硬度低同事也会造成容易出现毛刺的现象 , 毛刺一般在孔的边缘 , 所以铝型材在打完孔之后需要去除毛刺 。 用专门的去毛刺用刀 , 去起来也很方便 。
推荐阅读







- Apple|iPhone 14 Pro渲染:相机模块不凸起 打孔前摄 圆形音量按钮回归
- 设计|爆料称苹果iPhone 14 Pro/Max将采用LTPO OLED打孔屏
- 设计|消息称iPhone 14 Pro和Pro Max打孔显示器将由LG和三星共同提供
- 郭明池|消息称iPhone 14 Pro和Pro Max打孔显示器将由LG和三星共同提供
- Apple|消息称iPhone 14 Pro和Pro Max打孔显示器将由LG和三星共同提供
- 设计|苹果 iPhone 14 打孔屏传闻再起,但京东方和 LG供货水准难及三星
- Apple|传言中iPhone14 Pro的打孔屏幕将由谁供应?
- Apple|消息称iPhone 14部分型号改用打孔屏 非Pro继续刘海屏
- 苹果|曝iPhone 14 Pro/Max采用打孔显示屏,iPhone 14/Max配刘海屏
- 手机|realme 9i渲染图曝光:后置三摄、侧面指纹、打孔屏前摄