文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
长三角G60激光联盟导读
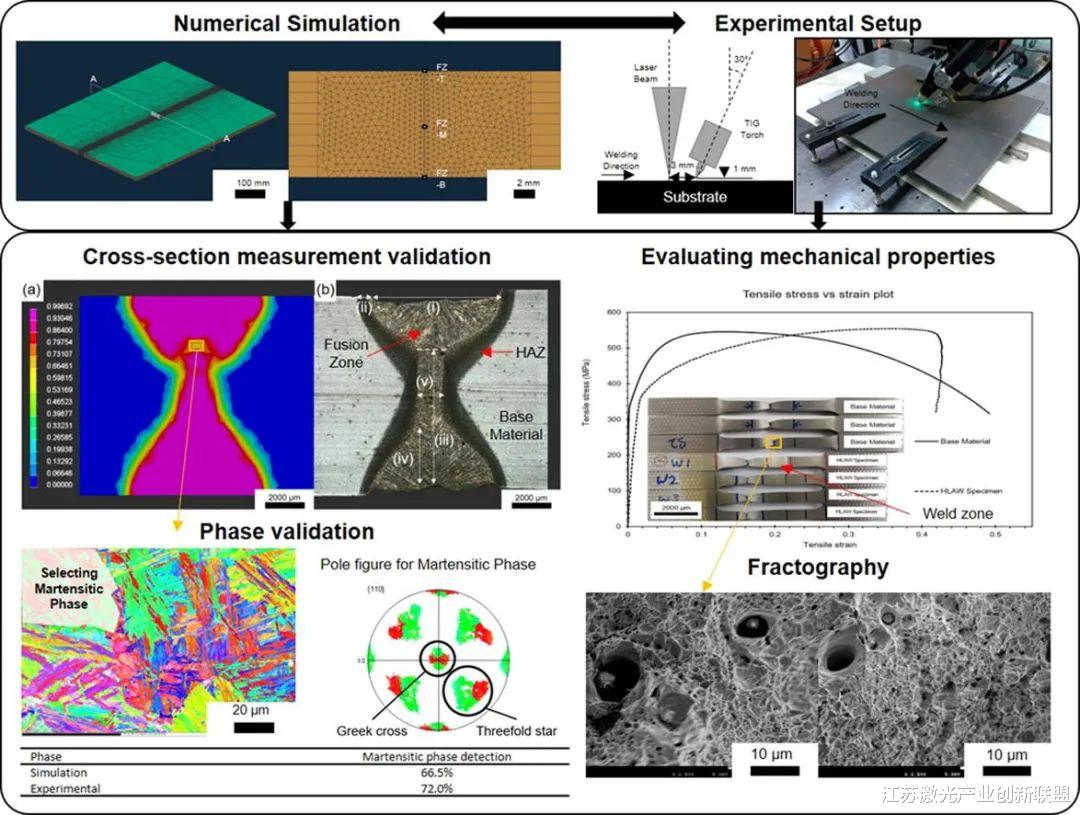
据悉 , 在本研究中 , 为混合激光电弧焊接过程开发了一个热冶金有限元模型 , 以预测双面对焊铬钼钢板的相场和熔池尺寸 。
摘要
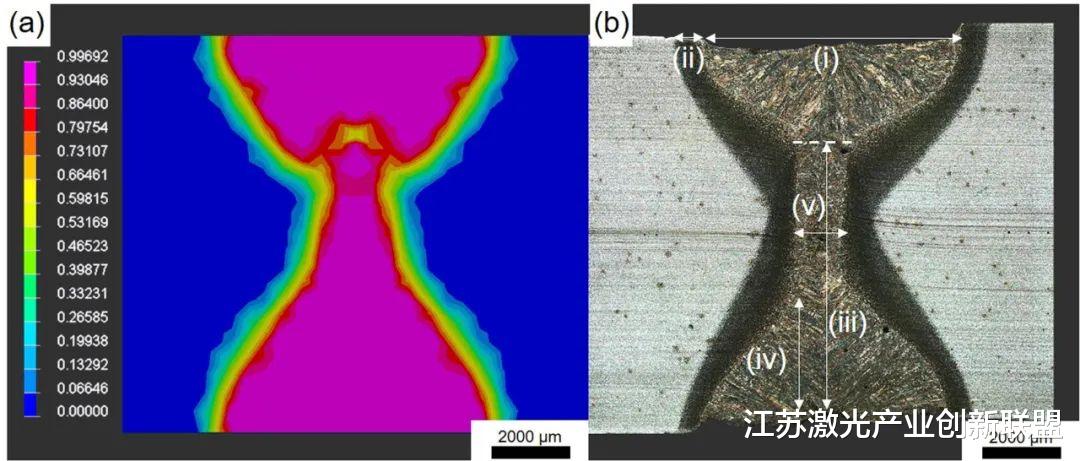
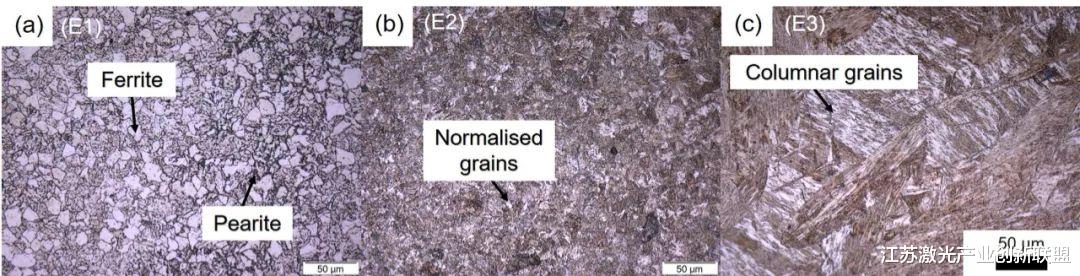
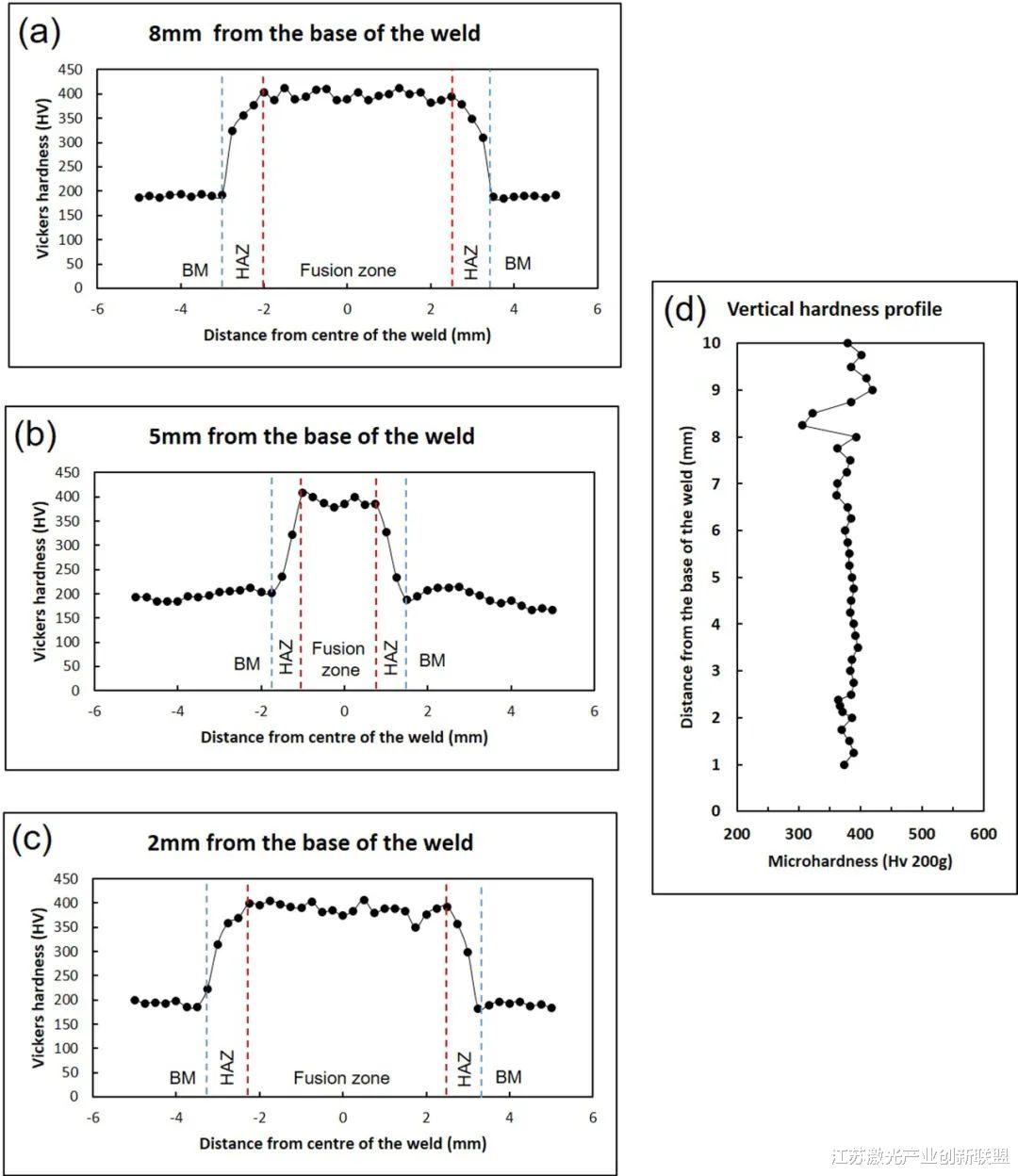
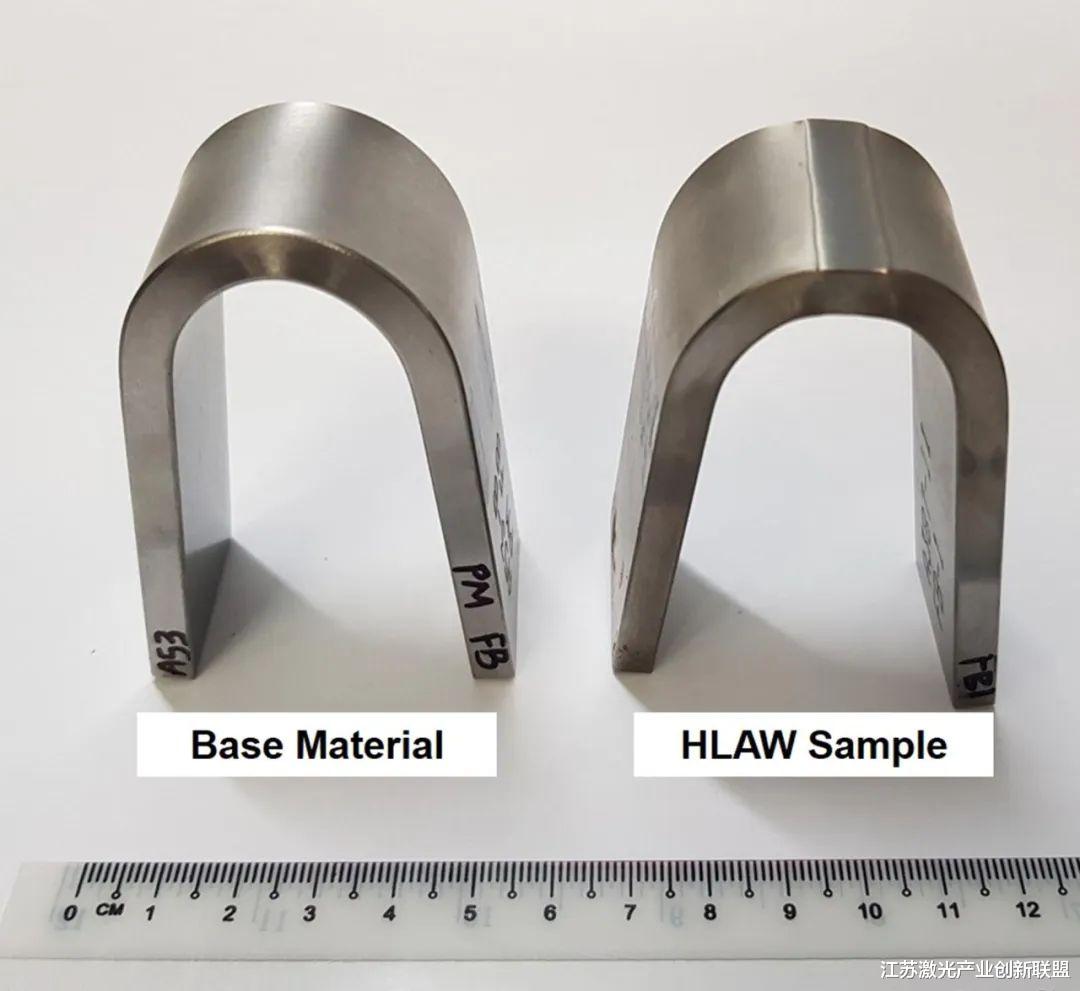
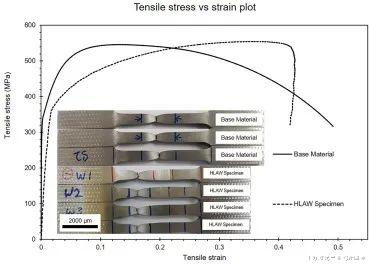
接头的相组成对焊接部件的机械性能有显著影响 。 在本研究中 , 为混合激光电弧焊接过程开发了一个热冶金有限元模型 , 以预测双面对焊铬钼钢板的相场和熔池尺寸 。 预测的相场和熔池尺寸与实验结果的良好一致性表明 , 数值模型有潜力指导混合激光电弧焊接工艺的发展 。 通过维氏硬度试验和弯曲试验对制造焊缝进行了进一步研究 。 微观结构分析表明 , 通过在热影响区(HAZ)形成马氏体相和晶粒细化 , 熔合区得到了强化 。 弯曲试验后 , 样品中未观察到失效或裂纹 , 表明焊缝质量高 。 对焊缝重叠区域HAZ的分析表明 , 硬度和马氏体体积百分比降低 。
图形摘要
1.介绍
近年来 , 由于混合激光弧焊(HLAW)具有自动化潜力 , 更快的焊接速度 , 单位长度的成本降低以及适用于各种工业应用(如造船 , 管道 , 海洋近海和汽车工业)的可焊性 , 混合激光弧焊(HLAW)引起了许多研究关注 。 HLAW是激光焊接和钨极惰性气体(TIG)电弧焊的集成 。 HLAW的基本原理包括同时应用聚焦激光束和TIG电弧 , 在焊接过程中形成一个共同的熔池 。 与单一工艺相比 , 热源和工艺的结合显著提高了效益 。 与TIG焊接相比 , 使用激光焊接提供了变形更低 , 疲劳性能良好的焊接 , 具有高重复性 。 激光电弧工艺的集成可以提高其装配公差(间隙桥接能力) , 最大限度地减少缺陷 , 并改善给定激光功率的穿透深度 。 这些优势使高质量焊缝提高了生产率 。
单独使用激光焊接和电弧焊的最佳参数对于混合激光焊接并不完全可转移 。 此外 , 电弧相对于激光束轴的排列也会影响焊接条件 。 混合激光电弧焊的配置有两种通用方法 。 第一种配置是领先的激光方法 , 它利用激光产生一个深的锁孔 , 而等离子体蒸汽将TIG电弧引导到熔池 。 第二种方法是TIG领先设置 , 它涉及在激光光斑之前使用电弧预热材料 。 与激光领先的设置相比 , 这会产生更大的激光吸收率和更深的穿透力 。
5秒时α′的分布(左)和DP600焊接接头的光学轮廓(右) 。
几乎所有的商用钢都是使用热处理生产的 , 其中奥氏体在转变温度范围内不断冷却 。 这通常会导致最终的微观结构是许多转变产物的混合物 , 因为高温奥氏体可以分解成各种各样的铁素体相产物 , 每种产物都可以通过不同的机理形成 。 这些反应可能相互重叠并相互作用 , 要么通过相邻粒子接触的“硬”撞击 , 要么通过扩散或热场重叠的“软”撞击 。 众所周知 , 相互作用对于确定最终的微观结构很重要 。
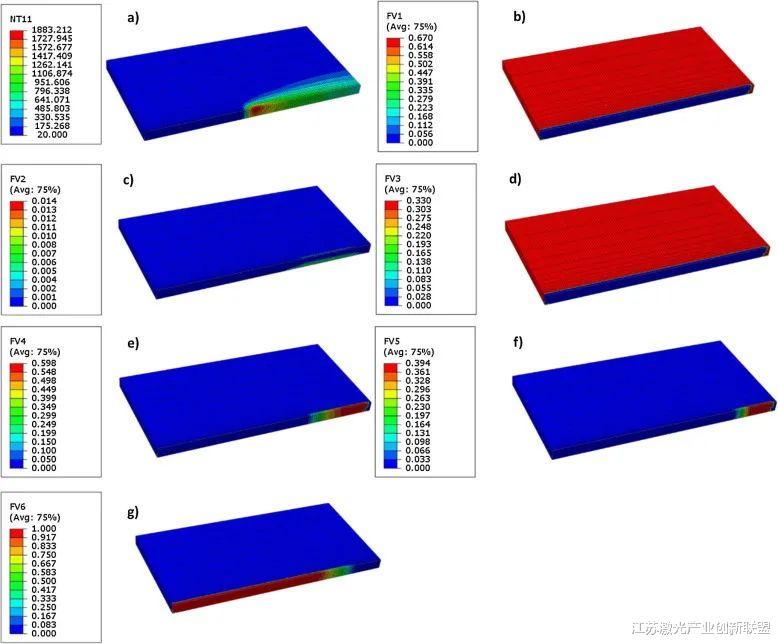
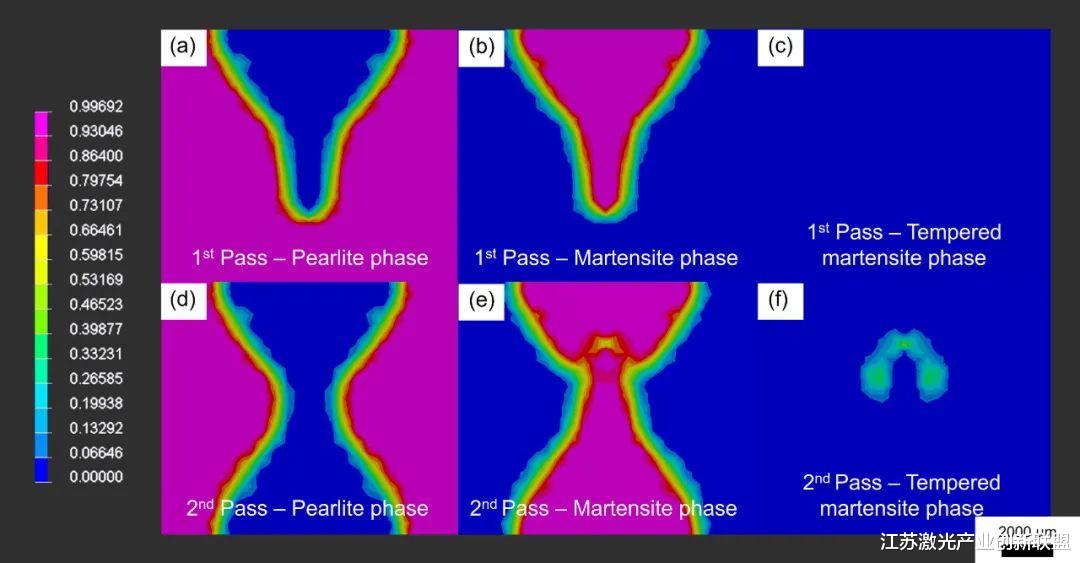
在焊接过程中绘制各种产品的(a)温度场和 (b)–(g) 体积分数的轮廓 。
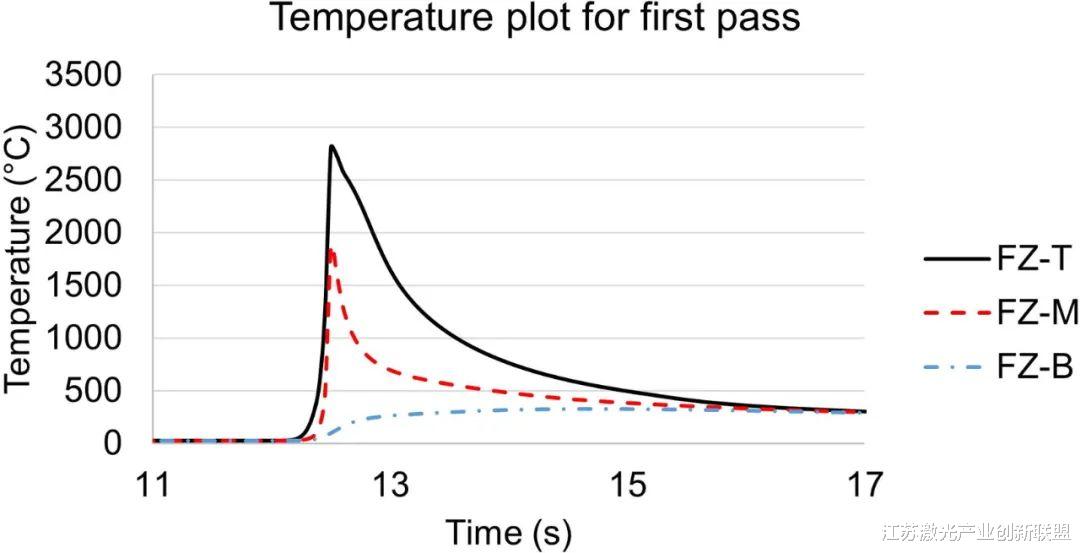
0.6s的温度场(在ABAQUS中表示为N11)以及微观结构分布如上图(a)所示 。 可以看出 , 峰值温度超过1800°C , 足以使基材奥氏体化甚至熔化 。 在本模型中 , 完全奥氏体化和熔化区域被认为是相同的状态 , 因为无论如何 , 熔化的材料最终都会在冷却时转变为奥氏体 。 FV6的初始值为1.0(表示完全奥氏体化 , 如图(g)所示)的区域称为融合区(FZ) 。 FV6随着热源的应用而增加 , 但其最大值永远不会达到1.0的区域属于热影响(HAZ)区域 。 该特定时间转化产物的体积分数如图(b)–(f)所示 。
推荐阅读







- 本是造福人类的三种东西,反而成了害人的工具,让很多人深受其害
- 玛雅文明有多先进?数千年的壁画被还原,上面的内容令人惶恐不安
- 七种最凶猛的淡水鱼,鳄雀鳝堪称水中杀手,你钓到过几种?
- 月球上建造射电望远镜,量子显微镜和量子计算的现状
- 魔兽世界:WLK牧师买机械路霸遇到骗子,连环套路诡计多
- 近日,刘鑫面对采访时称,陈世峰的杀人目标是江歌,理由是江歌在自己不知情的情况下
- 乙肝药物发现,非HAP I类衣壳组装调节剂,有别HAPs且更具研发潜力
- 辽宁,沈阳。张先生把全部积蓄520000元借给了侄子,可直到儿子结婚,侄子都没还钱
- 玉林某停产水泥厂设备拍卖遭遇罕见三次悔拍,283万降到85万成交