GH4037镍基高温合金激光打孔相变过程数值模拟
文章图片
【GH4037镍基高温合金激光打孔相变过程数值模拟】
文章图片
文章图片
文章图片
文章图片
文章图片
激光打孔过程既存在熔化又存在气化蒸发 , 是一个复杂的多态多物理场耦合过程 。 国内外研究人员围绕激光参量对激光打孔质量的影响规律与激光打孔工艺参量优化已经开展了大量的实验研究 , 如WANG等人基于单因素法的激光打孔实验 , 分析了激光器电压、脉冲宽度、重复频率、聚焦条件、辅助气体等对不锈钢激光打孔的影响规律 。 FU等人利用光纤激光打孔实验分析了激光功率、占空比、切割速率、重复频率等参量对光纤激光打孔质量的影响 。 QIAN等人基于正交实验方法进行的激光打孔实验 , 得出了SUS304不锈钢激光打孔的最优实验参量组合 。
但是 , 采用传统的实验手段难以解释和分析激光打孔的机理以及激光打孔过程中材料的相变过程 。 采用模拟仿真的方法有利于研究激光打孔的物理机制和瞬态过程 , 并为实际的激光打孔加工提供理论指导 。
早期针对激光打孔过程的模拟仿真主要基于解析法 , 如SWIFT HOOK等人引入高斯分布的激光热源建立了激光热作用物理模型 , 分析了激光移动速率对熔池大小及形状的影响 , 但未考虑相变潜热的影响 。 WU等人以无限大均匀介质中热扩散方程的解为理论工具 , 给出了激光打孔过程的近似数学表达式 , 模拟了激光打孔的孔洞形成过程 。 但利用解析法求解时 , 无法处理材料热物理参量随温度变化的实际情况 。
目前 , 针对激光打孔过程的数值模拟主要基于热传导理论 , 即通过求解热传导方程得到激光打孔过程的温度场 。 ZHANG等人建立了1维稳态热传导模型 , 研究了长脉冲激光打孔的效能比 , 计算了不同激光能量密度下的打孔深度 。 CHU等人基于有限元法建立了2维激光打孔模型 , 考虑了激光束空间分布和材料相变潜热对孔的影响 , 计算了激光打孔过程温度场和孔型演化过程 。 BEGIC HAJDAREVIC等人基于有限体积法计算了激光打孔过程中温度的分布和孔的几何形状 。 SONG等人利用ANSYS软件中的单元生死技术对激光打孔过程的温度场进行模拟仿真 , 得到了小孔的孔深、孔径的时间特性以及随激光能量的变化曲线 , 但该模型忽略了打孔过程中产生的熔化现象 , 只考虑材料的气化 。
基于热传导理论的模型大多忽略了重力、反冲压力和粘滞力等对激光打孔的影响 , 且仅考虑材料的固液相变过程 , 忽略了材料的液气相变过程 , 因此仅能模拟激光打孔过程中的温度分布情况 。 另外 , 激光打孔过程中材料发生相变会导致材料的热物理属性发生阶跃跳变 , 需要对随温度变化的材料参量进行平滑处理 。 材料的熔化和气化蒸发过程还涉及到粘滞力和反冲压力的作用 , 以及相变潜热和热对流的影响 , 因此基于热传导理论建立准确的激光打孔模型较为困难 。
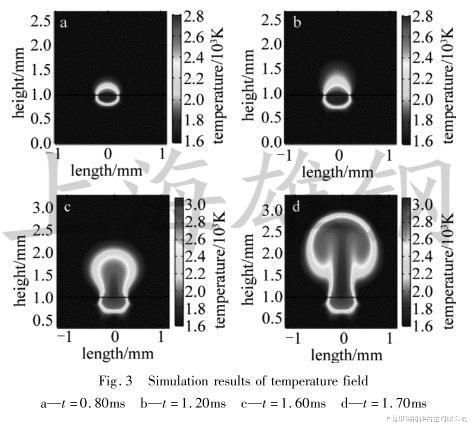
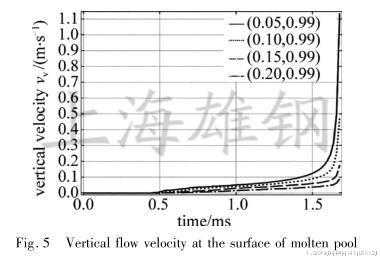
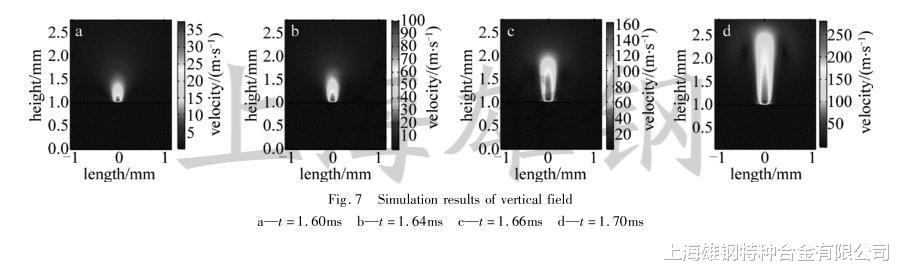
本文中以航空涡轮发动机叶片常用的GH4037镍基高温合金为研究对象 , 基于流体传热和流体力学理论建立了控制方程组 , 模型中考虑了重力、反冲压力和粘滞力的作用 , 也考虑了材料的固/液相变和气/液相变过程 , 提高了激光打孔模型的准确性 。 通过计算得到了激光打孔相变过程中不同时刻的温度场分布、熔池流动速率以及气化蒸发速率 , 为进一步开展激光打孔的研究奠定了理论基础 。
1数学模型
1.1有限元模型
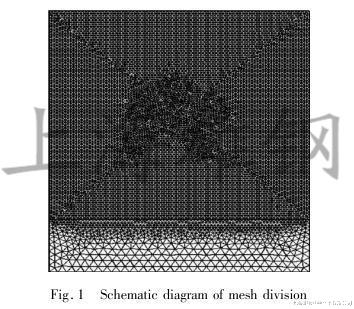
本文中有限元模型的建立、参量设置、边界条件设置、求解以及后处理等均基于COMSOLMULTIOHYSICS多物理场仿真软件 。 为便于计算 , 有限元模型采用2维模型 , 分为上下两个矩形域 。 上矩形域为空气 , 长4mm , 高4mm;下矩形域为GH4037镍基高温合金 , 长4mm , 高1mm 。 考虑到模型精确性 , 同时减少计算量 , 在空气以及材料表面以下0.5mm左右的深度构造较细的网格 , 其它区域构建较粗的网格 , 网格类型采用三角形网格 。 几何模型的网格划分效果如图1所示 。
推荐阅读







- GH4049镍基合金钨夹杂射线检测工艺研究
- GH5188高温合金组织特征及冷热加工过程组织演变
- “猎户座”以33倍音速重返地球!如何抵挡住3000度超高温炙烤?
- 科学家到底用的什么方式,去测量上亿度的高温?
- Nimonic 901时效硬化高温合金-抗氧化性能
- HastelloyC-22镍铬钼钨合金高温合金-抗拉强度
- Incoloy800H耐热高温合金-力学性能
- N07725镍铬钼铌高温合金-物理性能
- 宇宙最高温度是1.4亿亿亿亿度,为何最低温度只有零下273℃
- Alloy783镍钴高温合金化学成分 材质特性