文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
文章图片
据悉 , 美国国家航空航天局(NASA)于2022年3月公开了最新的技术文件 , 概述了NASA如何将增材制造(AM)工艺和合金应用于火箭发动机制造 , 以及AM在未来的潜在机遇 。
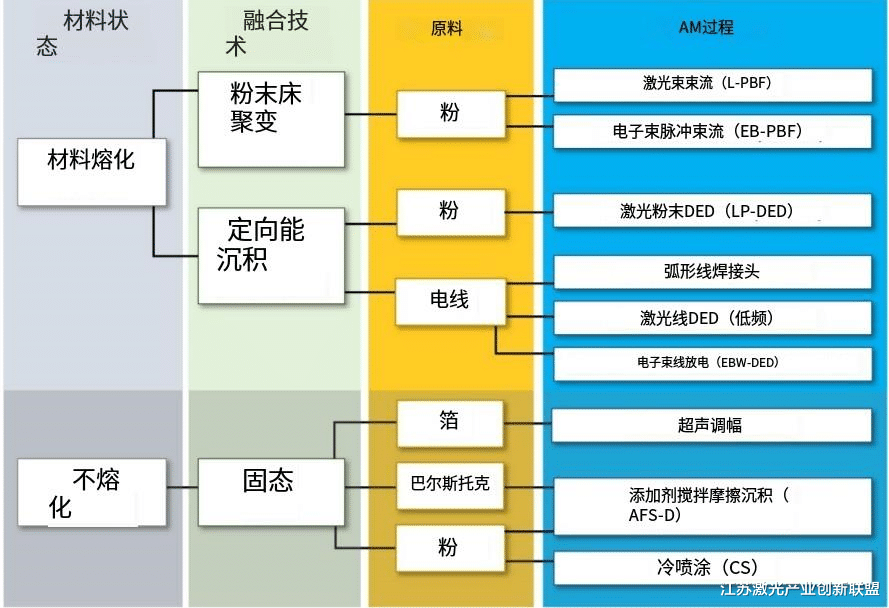
金属增材制造的新兴发展领域
1、成熟每一种AM工艺 , 并了解其微观结构、性能和构建限制、设计和后处理的方法
2、应用DED和其他工艺进行大规模AM的开发
3、不断进行热点火和部件测试 , 以推进各种燃烧室、喷油器、喷嘴、点火系统、涡轮机械、阀门、管路、导管、空间推进器的发展
4、抛光(内部表面增强)和后处理开发
5、将各种AM工艺结合起来 , 用于多合金解决方案或其他设计方案
6、促进独特合金的商业供应链(GRCop-42、NASA HR-1、JBK-75)
7、新合金开发(耐火材料、富氧环境、AM专用合金)
8、金属AM性能材料数据库 , 以便进行概念设计——伸展、机械寿命测试和热机械性能
9、利用网格和薄壁结构进行复杂性设计
10、金属AM的标准和认证随着载人航天的发展不断发展
概述
1、各种AM工艺已经成熟适用于火箭推进应用 , 每种工艺都有其独特的优势和劣势
2、AM不是万能的 , 应当考虑与其他制造技术的配合使用 , 只有在必要的时候
3、对设计过程、构建过程、原料和后处理的完全理解是充分利用AM的关键
4、AM需要实践使用
5、AM进程的标准和认证正在进行中
【NASA航空航天金属增材制造应用(下篇)】6、AM在不断发展 , 未来还有更多方面发展
联系方式:
Paul Gradl
NASA MSFC
Paul.R.Gradl@nasa.gov
用于燃烧室的双金属AM
小特征的LP-DED示例
625合金在不同AM工艺的微观组织
每一种AM工艺都会产生不同的晶粒结构 , 最终影响性能
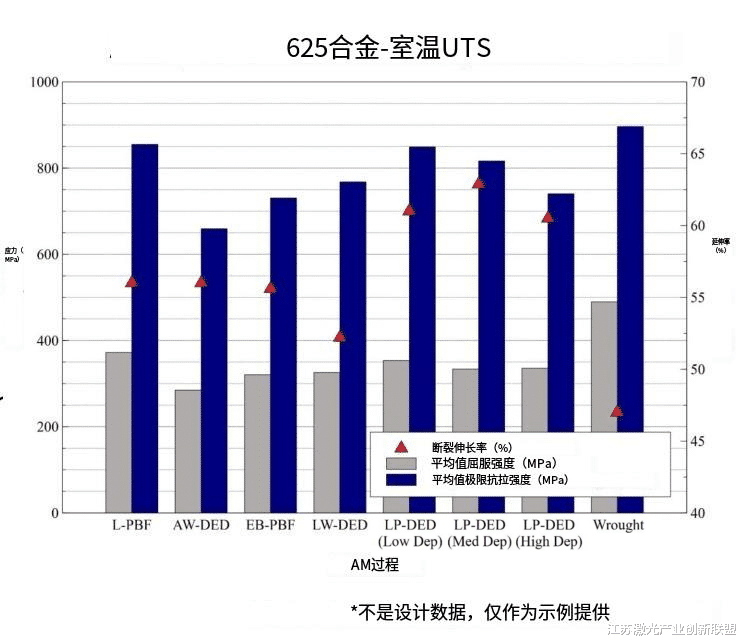
各种AM工艺的材料性能
1、材料性能在很大程度上取决于工艺类型(L-PBF、DED、UAM、冷喷涂等)、起始原料化学成分、工艺中使用的参数以及成型后使用的热处理工艺
2、每种AM工艺都会导致不同的晶粒分布、析出物和孔隙率 , 所有这些都会影响最终的性能
3、热处理工艺应根据最终部件使用的要求和环境进行开发
4、在性能开发之前 , 工艺、参数和原料都应保持稳定性
喷嘴的大规模薄壁沉积
NASA HR-1组件使用LP-DED制造
使用AM NASA HR-1开发新合金
1、NASA HR-1是高压氢环境开发的Fe-Ni-Cr合金
2、源自JBK-75 , 设计用于更高的强度和改进的可焊性能
3、为AM LP-DED重新配制以减少钛偏析
4、在不同的沉积速率下使用LP-DED以得到壁厚和沉积时间以及L-PBF的变化
5、H2脆化热处理的优化及所需性能
燃烧室用GRCop-42和GRCop-84
1、在热循环和氧化还原循环过程中的抗氧化性和热烫性
2、最高使用温度~800°C , 具体取决于强度和蠕变要求
3、在高温度使用下具有优异的机械性能(典型铜的2倍)
4、较低的热膨胀 , 以减少热致应力和低周疲劳(LCF)
5、为L-PBF和LP-DED建立了粉末供应链和商业供应链
6、在表征和热点火测试方面非常成熟(高TRL)
GRCop-84与GRCop-42的比较
推荐阅读







- 光是什么?无数科学家纷纷陷入了思考,通过光谱能找到什么?
- 返回舱自动切伞失败?神舟十四号成功着陆后,为何要人工锯开伞绳
- 木星轨道外,古怪彗星离奇爆发,释放大量生命物质!
- 从“神五”到“神十四”:奔向星辰大海,还要稳扎稳打丨九派时评
- 吞噬星空,巴巴塔为何不选洪和雷神,即使没有罗峰,也轮不到他们......
- 关于重力,你的自主学习学到位了吗?
- 神舟十四号是“切伞失败”吗?深读飞船着陆程序,或许有意而为之
- 增材顶刊AM:协同优化一减少增材制造过程中的残余应力和翘曲变形
- 对自己好奇需要具备的能力:认知力